
500,000 Ton Per Year Commercial Stillage Management Facility
FOUR PRINCIPLES TO MEET NEEDS OF DISTILLERS
Innovation
- Continuously Deconstruct Wet Stillage to Generate Products
- The Process is the Pollution Control System for the Facility
- Sustainability is the Design Basis
- Serving the Largest Distilleries and Smallest Craft Operations Alike

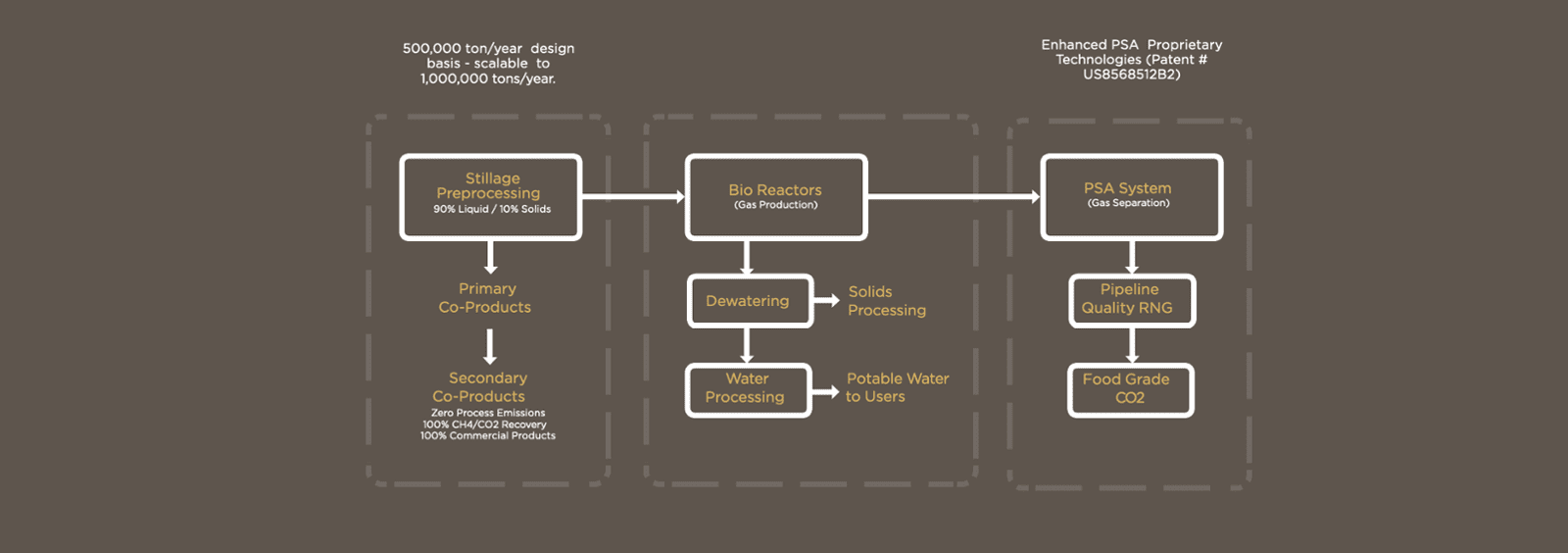
Facility & Process
FOUR PRIMARY ELEMENTS
- Preprocessing + Co-Product Development
- Anaerobic Digestion
- Gas Separation
- Residuals Conversion
Innovation
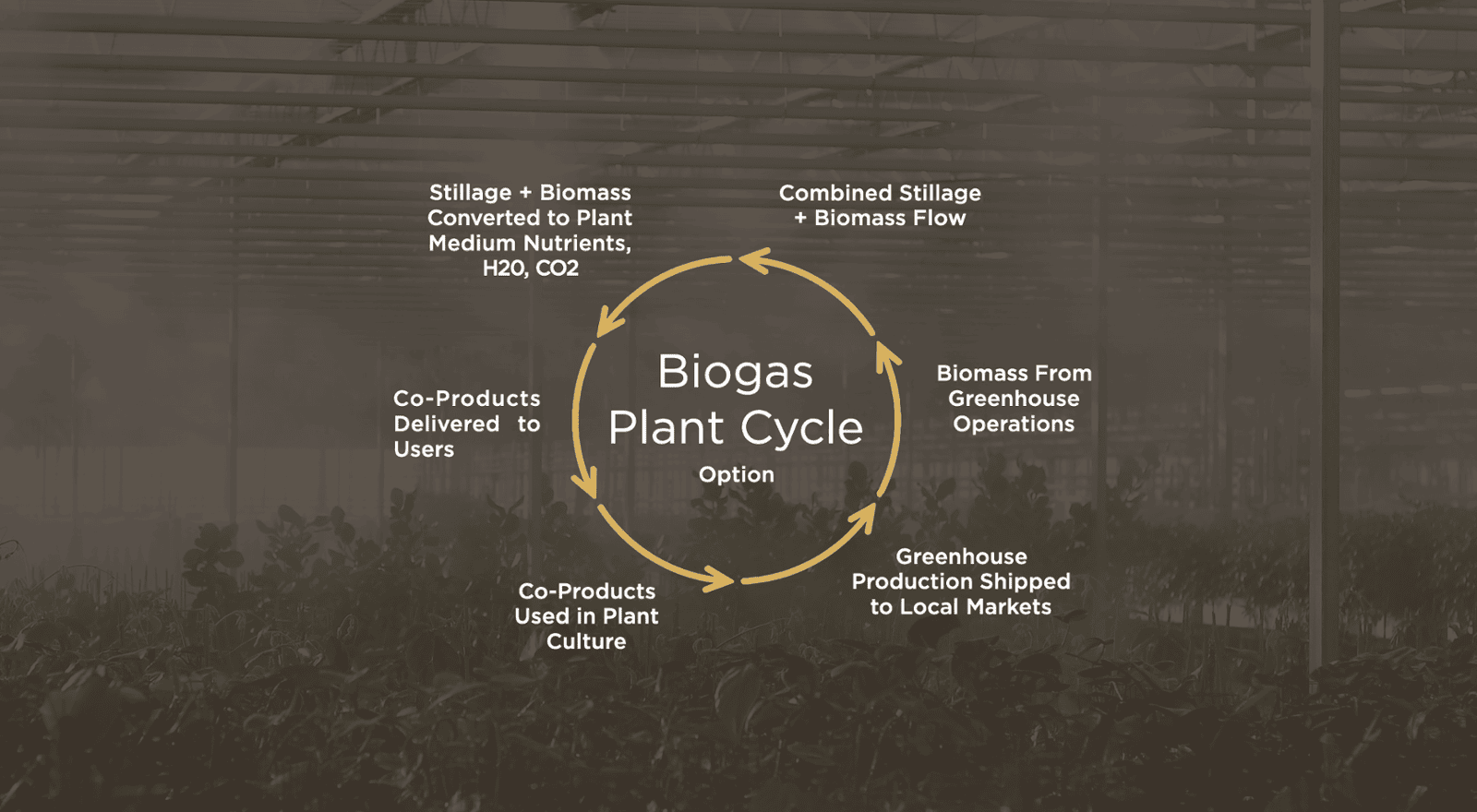
- Product Loops
- Co-Located Users/Manufacturers
- Integration of Proven Process Technology and Controls
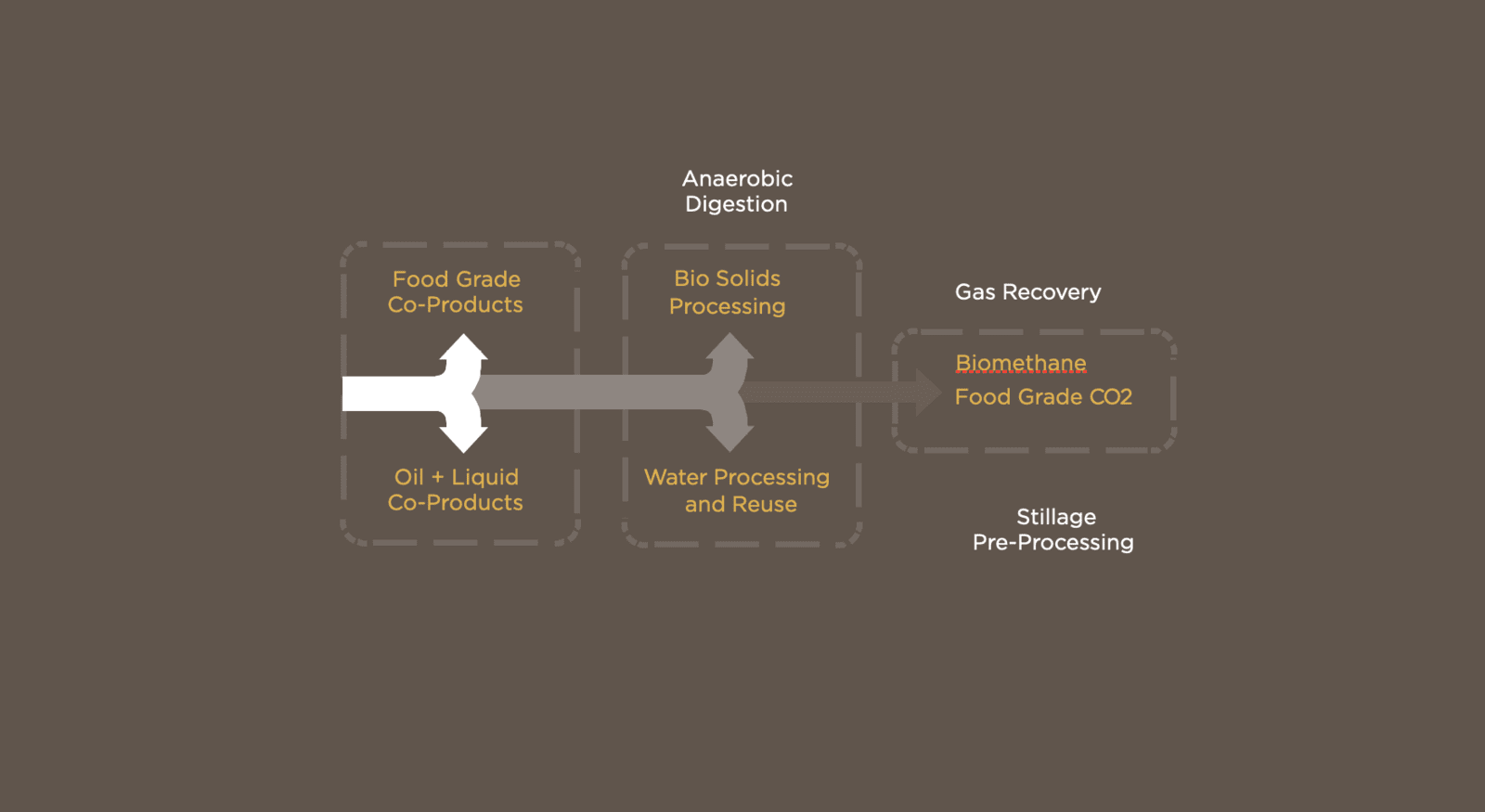
MATERIAL FLOWS OF THE PROPOSED FACILITY
Proven Technology
- Pre-Processing that Enhances Anaerobic Digestion and Generates Products
- Short Liquid Digestion Cycle
- High Volume, Low Energy RNG Recovery
- Proprietary Water Treatment and Reuse
Innovation
- 100% Biomethane/Co2 Recovery
- Zero Process Emissions
- Proprietary Process Control Producing:
- Smart Recipes for Control of Incoming Stillage Make-up
- Smart Production Control of QA and End Products
- Smart Management Control with Distillery Input
Benefits & Sustainability
Innovation
- Automated Controls to Meet Needs of Each Distillery & End Users
- Low Cost of Sequestration of CO2
- Elimination of Air Pollution Control Systems for Stillage Management
COMMERCIAL FACILITY BUSINESS MODEL ADVANTAGES
Management of stillage at lower cost to distillery
Zero air emissions
Anaerobic digestion of plant-based materials
Elimination of methane emissions from dried stillage used as cattle feed
Increase in distillery spirits capacity without additional capital investment in stillage processing
Biomethane fueled transport of stillage
Reduction of distillery dry house and water treatment energy input
Capture of Biomethane and food grade CO2 in single low energy process
On-Site CNG station
Reduction of distillery’s criteria pollutant and GHG emissions
Digester water recovery and water reuse
CO2 sequestration in greenhouse to accelerate plant growth
Reduction of distillery’s wastewater discharges
